











Ofrecemos servicios de diseño y fabricación de piezas para moldes de inyección. Contamos con más de 20 años de experiencia en el sector. En todos nuestros proyectos, implementamos el flujo de trabajo DFM a PFM para garantizar la calidad del producto, desde el diseño de moldes y el análisis del flujo, hasta la revisión del mecanizado por molde y la elaboración de informes de pruebas para garantizar el correcto funcionamiento de la producción. Nos enorgullecemos de nuestro flujo de producción de moldes, la garantía de calidad del producto y la puntualidad en las entregas. Contamos con un equipo de ingenieros profesionales para ayudarle en sus proyectos, facilitándole el proceso y haciéndole sentir cómodo.
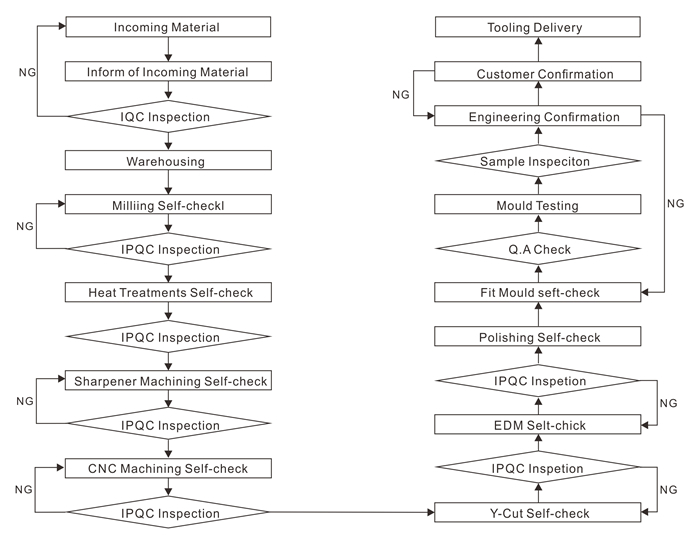
Departamento de fabricación de moldes y procedimiento del sistema de calidad
Pautas de diseño de moldes de plástico
Tamaño
El contorno máximo de la pieza moldeable es de aproximadamente 480 mm (18,9 pulg.) por 751 mm (29,6 pulg.), equivalente a aproximadamente 1129 cm² (175 pulg.²). El volumen máximo de la pieza es de aproximadamente 140 cm³ (59 pulg.³). La profundidad máxima es de 101 mm (4 pulg.) desde la línea de separación con 3 grados de ángulo de desmoldeo, o de hasta 202 mm (8 pulg.) en total si la línea de separación atraviesa la pieza por el centro, tanto por dentro como por fuera. Las piezas más profundas tienen un contorno más pequeño.
Borrador
El ángulo de desmoldeo se aplica a las caras de la pieza, impidiendo que sean paralelas al movimiento de la abertura del molde. Esto evita que la pieza se dañe por raspaduras al expulsarse del molde. Ángulo de desmoldeo recomendado:
Se recomienda encarecidamente 0,5 grados en todas las caras verticales.
2 grados funcionan muy bien en la mayoría de las situaciones.
3 grados es el mínimo para un apagado (metal deslizándose sobre metal).
Se requieren 3 grados para una textura ligera (PM-T1).
Se requieren 5 grados o más para una textura pesada (PM-T2).
Tolerancias
Normalmente, Proto Labs puede mantener una tolerancia de mecanizado de ±0,003 pulg. (0,08 mm) con una tolerancia de resina incluida que puede ser mayor pero no menor a ±0,002 pulg./pulg. (0,002 mm/mm).
Espesor de la pared
En las piezas moldeadas por inyección, mantener un espesor de pared adecuado (y uniforme) ayuda a evitar posibles problemas como hundimientos y deformaciones. Los espesores recomendados varían según el material:
| Resina | Pulgadas |
| abdominales | 0,045 - 0,140 |
| Acetal | 0,030 - 0,120 |
| Acrílico | 0,025 - 0,500 |
| Polímero de cristal líquido | 0,030 - 0,120 |
| Plásticos reforzados con fibra larga | 0,075 - 1,000 |
| Nylon | 0,030 - 0,115 |
| Policarbonato | 0,040 - 0,150 |
| Poliéster | 0,025 - 0,125 |
| Polietileno | 0,030 - 0,200 |
| sulfuro de polifenileno | 0,020 - 0,180 |
| Polipropileno | 0,025 - 0,150 |
| Poliestireno | 0,035 - 0,150 |
| Poliuretano | 0,080 - 0,750 |
Acabado superficial. En Proto Labs, ofrecemos una variedad de acabados estándar para piezas moldeadas por inyección. Nuestros acabados actuales incluyen acabados no cosméticos, de baja cosmética y por electroerosión; texturizado con chorro de arena; y pulido de moldes de alta gama.
Acabados estándar (de menor a mayor coste):
| PM-F0: | No cosmético: acabado a discreción de Protomold |
| PM-F1: | Bajo costo cosmético: se eliminaron la mayoría de las marcas de herramientas |
| PM-F2: | No cosmético: Discreción de Protomold, acabado EDM y/o marcas de herramientas permitidas |
| SPI-C1: | Piedra de grano 600, 10-12 Ra |
| PM-T1: | Textura Protomold, SPI-C1 seguido de un ligero chorreado de perlas |
| PM-T2: | Textura Protomold, SPI-C1 seguido de granallado medio |
| SPI-B1: | Papel de lija de grano 600, 2-3 Ra |
| SPI-A2: | Grado #2 Diamante Buff, 1-2 Ra |
"PM" en la tabla significa un acabado de superficie ajustado para adaptarse al proceso de moldeo por inyección de entrega rápida, donde SPI (La Sociedad de la Industria del Plástico) denota un acabado estándar de la industria.
Radios
Dado que Proto Labs emplea un proceso automatizado de fresado CNC para fabricar el molde de sus piezas, algunas esquinas de las piezas tendrán un radio en lugar de un borde afilado. Esto no suele requerir cambios en el modelo, pero el diseñador conoce estos radios antes de fabricar el molde.
Pasadores eyectores
El proceso de moldeo por inyección de Proto Labs utiliza pasadores expulsores de varios tamaños para expulsar la pieza de plástico del molde tras su solidificación. El tamaño y la disposición de estos pasadores se seleccionan para minimizar el impacto en el diseño de la pieza. Los pasadores expulsores tienen un tamaño que va desde 1,6 mm (0,063 pulg.) hasta 12,7 mm (0,5 pulg.), siendo preferibles los de mayor tamaño.
Socavados
Nuestro proceso de moldeo permite realizar socavaduras sencillas en la geometría de su pieza. Dimensiones máximas del núcleo lateral:
| Ancho | Altura | Jalar |
| ≤ 8,419 pulgadas | ≤ 2,377 pulgadas | ≤ 2,900 pulgadas |
| ≤ 213,84 mm | ≤60,38 mm | ≤73,66 mm |
Materiales
Proto Labs cuenta con cientos de resinas termoplásticas para moldeo por inyección que ofrecen diversas ventajas para diversas aplicaciones e industrias. Consulte la lista completa de materiales.
- abdominales
- ABS/PC
- Acetal
- Copolímero de acetal
- Homopolímero de acetal
- Universidad Técnica Europea
- HDPE
- LCP
- LDPE
- PEBD
- Nailon 6
- Nailon 6/12
- Nailon 66
- PBT
- PC/PBT
- OJEADA
- Isla del Príncipe Eduardo
- MASCOTA
- PETG
- PMMA
- Policarbonato
- Polipropileno
- PPA
- EPI/PS
- PPS
- PD
- Fuente de alimentación
- SB
- TPE
- TPU
- TPV






