Hoy vamos a discutir un caso de la marca de hundimiento, mostraremos lo que haríamos cuando nos enfrentamos al problema de la marca de hundimiento.
1. Información básica: PE, el soporte (piezas de automóvil) se encoge mal y las serpientes son malas.
2. Descripción: El plan para aumentar la presión de inyección no se ha resuelto. Para que la presión de resina funcione plenamente, se aumenta el espesor de la compuerta y se mejora la marca de hundimiento. Sin embargo, se requiere un posprocesamiento de la compuerta, por lo que el desperdicio de mano de obra se convierte en un nuevo problema.
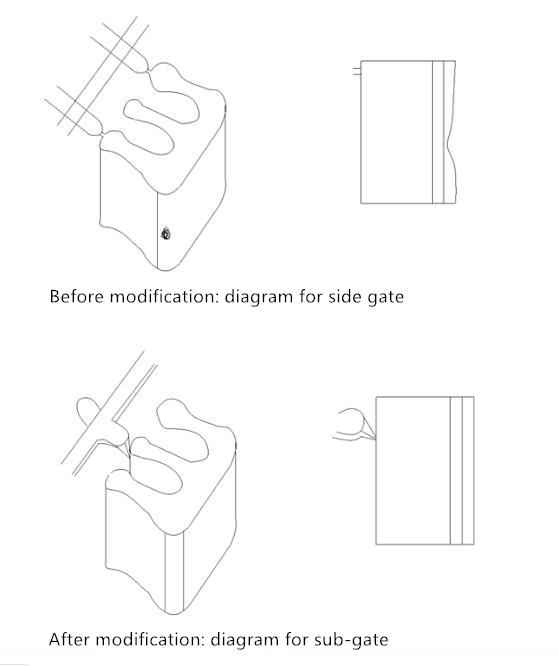
3. Proceso de mejora: Se modificó la forma y la posición de la compuerta, solucionando por completo la contracción. El patrón de serpiente también se redujo, mejorando la estética de la pieza moldeada. Además, gracias al método de subcompuerta, se solucionó el problema del procesamiento posterior a la compuerta. Como se muestra en la imagen:
4. Observaciones: En este caso, la contracción es difícil de solucionar al moldear con una compuerta de borde. Para aumentar la presión de la resina en la zona donde se produce la contracción, la compuerta se convierte en una subcompuerta. Con este ajuste, se soluciona el problema de la contracción y se mejora considerablemente la apariencia del producto. También se soluciona el problema del procesamiento posterior a la compuerta.