Criterios de diseño para canales de moldes de inyección de plástico
El canal de alimentación es el primer canal del molde para el moldeo por inyección de plástico. La mayor parte del plástico pasa por él y luego a la cavidad y al núcleo del molde. Por lo tanto, la posición del canal de alimentación no debe afectar la apariencia del producto y debe ajustarse al ensamblaje del mismo.
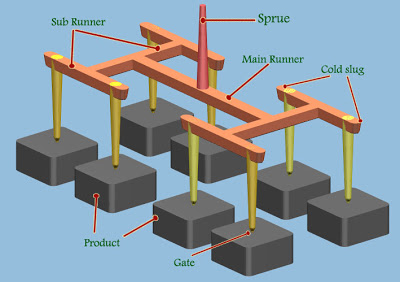
Cuando el molde utiliza una compuerta de punta de alfiler, la placa del canal caliente debe tener un pozo de escoria. El diámetro de entrada del canal debe ser inferior a 3 mm y debe diseñarse en la parte posterior de la placa frontal. La sección debe diseñarse para ser trapezoidal o semicircular. Además, la longitud debe diseñarse razonablemente y el proceso debe acortarse tanto como sea posible bajo la premisa de garantizar la calidad del conformado, reduciendo el área de la sección transversal, acortando el tiempo de llenado y enfriamiento. Estas recomendaciones de sección transversal son mecanizadas y no se recomienda el mecanizado manual. Al procesar el canal dividido, debe haber una extensión en el extremo frontal como punto de alimentación en frío. La compuerta debe fabricarse de acuerdo con las especificaciones. La varilla de tracción tiene una hebilla inversa y una transición suave. Por lo tanto, no puede causar desalineación.
Al diseñar una sub-compuerta, la compuerta situada sobre la varilla superior debe estar diseñada sin contracción superficial. El diseño del material debe ser fácil de retirar y el producto debe tener una apariencia libre de marcas de compuerta. Además, no debe haber material residual en el ensamblaje. El sistema de alimentación se realiza mediante una compuerta tipo banana, y el inserto de dos piezas debe estar nitrurado para garantizar su dureza.

















