Como se mencionó, cuando la masa fundida se enfría sin llenar la cavidad del molde, o la masa fundida no se llena completamente después de entrar en la cavidad, se denomina moldeo por inyección de disparo corto.
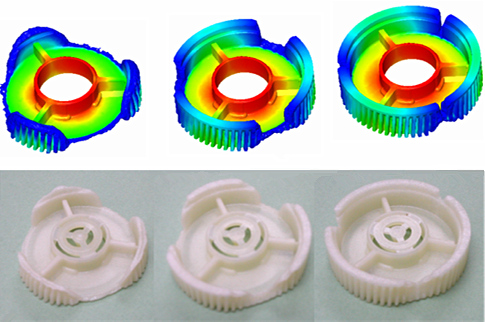
Analizamos las causas de la inyección insuficiente. Hoy veremos cómo mejorarla.
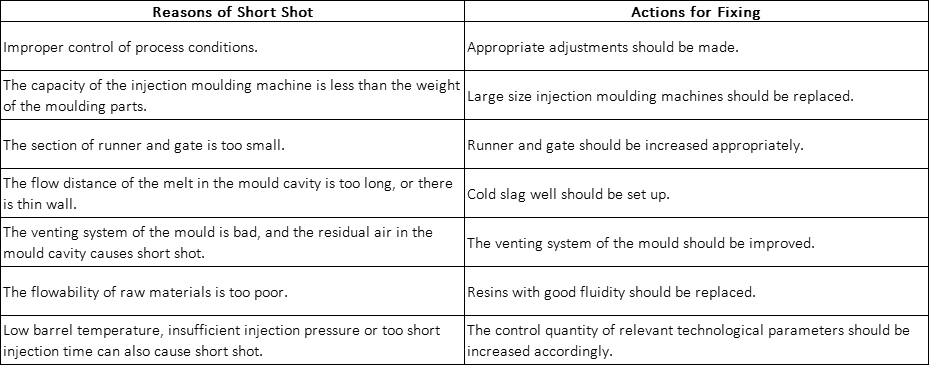
A continuación se enumeran los puntos de control de tiro corto:
1) Control inadecuado de las condiciones del proceso.
2) La capacidad de la máquina de moldeo por inyección es menor que el peso de las piezas de moldeo.
3) La sección del corredor y la puerta es demasiado pequeña.
4) La distancia de flujo de la masa fundida en la cavidad del molde es demasiado larga o hay una parte con paredes delgadas.
5) El sistema de ventilación del molde es defectuoso y el aire residual en la cavidad del molde provoca una inyección corta.
6) La fluidez de las materias primas es demasiado pobre.
7) Una temperatura baja del cañón, una presión de inyección insuficiente o un tiempo de inyección demasiado corto también pueden provocar disparos cortos.
Las acciones para fijar el tiro corto en consecuencia: